第3章
第3章: 乾燥プロセスの推奨事項¶
ポリアミドの加工または使用前の乾燥は、高い湿度に関連する材料の劣化を防ぐ重要なステップです。不適切に選択された乾燥パラメータは、ポリアミドの構造に損傷を引き起こし、その機械的および視覚的特性を悪化させる可能性があります。
乾燥の主要パラメータ:¶
- 温度:
- ポリアミドのガラス転移温度より高く、水分の迅速な除去に十分な高さでありながら、融点より低い必要があります。
- PA6とPA66の場合、効果的な乾燥を保証し、気泡や過熱などの欠陥を回避するための推奨範囲は**90-110°C**です。
- 80°Cは短期的な予備乾燥またはこの温度での長時間の露出が**材料の熱劣化**につながる可能性があるため、初期湿度が低い材料にのみ適しています。
高温のリスク:
- 過熱が発生すると、気泡、透明性の喪失および熱酸化が生じる可能性があります。以下の画像は、120°CでのPA6I/6T乾燥の結果を示しています。

図4. 過熱後のポリアミド表面の気泡。
- 時間:
- 長い乾燥時間、特に低温(例えば80°C)での乾燥は、熱への長時間の露出により**熱劣化と材料の劣化**を引き起こす可能性があります。
- 最適な乾燥時間は**90-120°Cで4-8時間**であり、材料に損傷を与えることなく水分を効果的に除去することができます。
-
初期湿度が高い材料の場合は、より低い温度から乾燥を開始し、過熱のリスクを最小化するために徐々に温度を上げることをお勧めします。
-
空気循環速度:
- 乾燥機内の高い空気循環速度は、水分除去プロセスを加速し、均一な加熱と蒸発を提供します。
- 乾燥機が吹き出しシステムを備え、チャンバーから余分な水分を除去する機能を備えている場合、これは乾燥効率を大幅に向上させ、安定した条件を維持し、湿った空気の蓄積を防ぎます。
- このようなシステムはほとんどのポリアミドに適しており、局所的な過熱と不均一な水分除去を回避するのに役立ちます。
乾燥機器の種類:¶
- デシケント乾燥機:
- 吸収材を使用して空気を乾燥させる原理で動作します。
- 安定した乾燥条件を維持し、過熱のリスクを最小化します。
-
ポリアミドおよび他の吸湿性材料の加工時のプロフェッショナルな使用に推奨されます。
-
真空乾燥機:
- 低下した圧力を使用して水の沸点を低下させます。
- 高温に敏感な材料に適しています。
-
均一な水分除去を提供しますが、複雑な機器が必要です。
-
従来型乾燥機(オーブン):
- 入手可能でシンプルですが、温度の継続的なモニタリングが必要です。
-
ファンの使用は乾燥の均一性を向上させますが、過熱を回避することが重要です。
-
プラスチック乾燥機:
- 3Dプリント用フィラメントの準備のために特別に設計されています。
- 温度制御と均一な吹き出しを提供する強力なファンを備えています。
- いくつかのモデルは湿度制御機能を備えており、通気口を通じて余分な水分を除去できます。
- 印刷物の欠陥を回避するために、PA、PLA、PETGおよび他の材料を印刷前に乾燥させるために推奨されます。
プラスチック乾燥機の要件:¶
- **90-120°C**の範囲での正確な温度調整。
- チャンバー内での均一な空気循環。
- 過熱なしで長時間動作できる機能。
- 自宅またはオフィス環境での便利な設置のためのコンパクトなサイズ。
プロセスの推奨事項:¶
- 乾燥前に湿度レベルを測定します(方法は第2章で説明されています)。
- より低い温度からプロセスを開始し、徐々に温度を上げます。
- 特に高温での長い乾燥を回避します。
- パラメータ制御を備えた乾燥機を使用して、過熱のリスクを最小化します。
実践的なガイド:¶
以下のグラフは、様々な温度での水分除去速度を示しています:
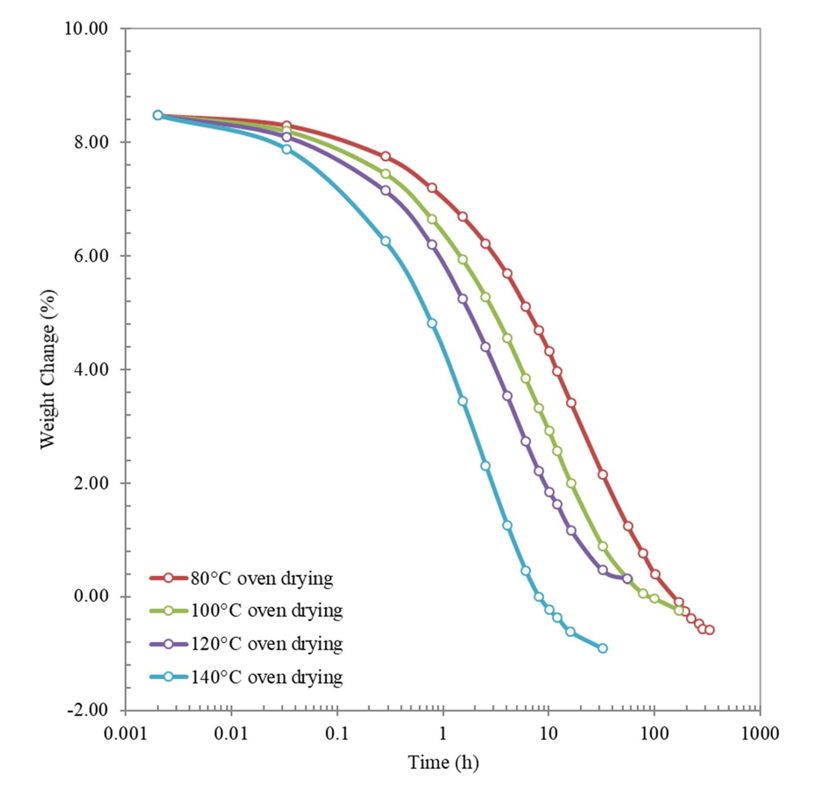
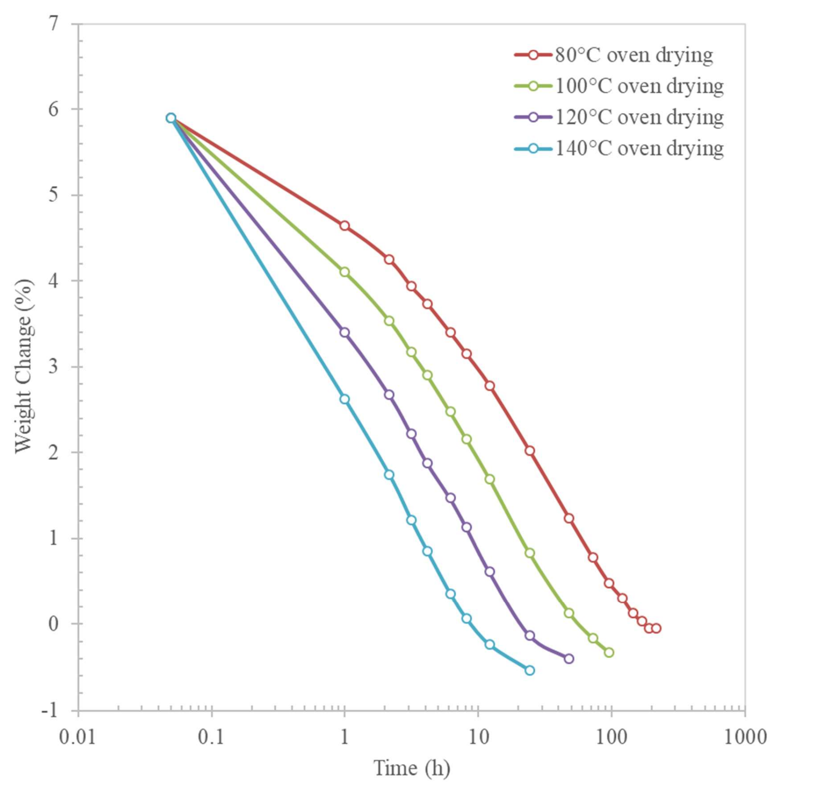
図6. 異なる温度での乾燥速度の比較。
グラフは、より高い温度が乾燥プロセスを加速することを示していますが、材料の熱安定性の限界を監視することが重要です。
まとめ:¶
効果的な乾燥はポリアミドの機械的特性の保存を保証し、加工時の問題を防ぎます。これらの推奨事項に従うことで、材料損傷のリスクを最小化できます。次の章では、ポリアミドの湿気耐性を向上させるための添加剤と充填剤の役割について説明します。