第3章
第3章:乾燥過程建議¶
在加工或使用前乾燥聚醯胺是一個重要步驟,可防止與高濕度相關的材料降解。選擇不當的乾燥參數可能導致聚醯胺結構受損,以及其機械和視覺性能的惡化。
主要乾燥參數:¶
- 溫度:
- 必須高於聚醯胺的玻璃轉移溫度,並足夠高以快速去除水分,但低於熔融溫度。
- 對於PA6和PA66,建議範圍為**90-110°C**,以確保有效乾燥並避免氣泡和過熱等缺陷。
- 80°C溫度僅適用於短期預乾燥或初始濕度較低的材料,因為在該溫度長時間作用可能導致**材料的熱老化**。
高溫風險:
- 過熱可能導致氣泡、透明度降低和熱氧化。下圖顯示了在120°C乾燥PA6I/6T的後果。

圖4. 聚醯胺表面過熱後產生的氣泡。
- 時間:
- 乾燥時間過長,尤其是在低溫條件下(例如80°C),可能導致**材料的熱老化和降解**,因為長期受熱。
- 最佳乾燥時間為**90-120°C溫度下4-8小時**,可有效去除水分,而不會損傷材料。
-
對於初始濕度較高的材料,建議從較低溫度開始乾燥,並逐漸提高溫度,以最小化過熱風險。
-
空氣循環速度:
- 乾燥機中高速空氣循環可加快水分去除過程,確保均勻加熱和蒸發。
- 如果乾燥機配備通風系統和可從室內去除多餘水分的功能,這將大大提高乾燥效率,保持穩定條件並防止潮濕空氣積累。
- 此系統適用於大多數聚醯胺,有助於避免局部過熱和水分去除不均勻。
乾燥設備類型:¶
- 乾燥劑乾燥機:
- 利用吸收劑除濕空氣的原理運作。
- 保持穩定的乾燥條件,最小化過熱風險。
-
推薦用於聚醯胺和其他吸濕性材料加工的專業應用。
-
真空乾燥機:
- 使用減壓來降低水的沸點。
- 適用於對高溫敏感的材料。
-
提供均勻的水分去除,但需要複雜的設備。
-
傳統乾燥機(烘箱):
- 易於使用且簡單,但需要持續的溫度控制。
-
使用風扇可改善乾燥均勻性,但重要的是避免過熱。
-
塑膠乾燥機:
- 專門為3D列印耗材的乾燥而開發。
- 配備溫度控制和強大的風扇,提供均勻的通風。
- 某些型號配備濕度控制功能,可通過通風孔去除多餘水分。
- 推薦用於在列印前乾燥聚醯胺、PLA、PETG和其他材料,以避免成品缺陷。
塑膠乾燥機的要求:¶
- 精確溫度調整,範圍達**90-120°C**。
- 室內均勻的空氣循環。
- 能長時間運作而不過熱。
- 緊湊尺寸,便於在家庭或辦公環境中放置。
過程建議:¶
- 乾燥前測量濕度等級(第2章討論的方法)。
- 從較低溫度開始,逐漸提高。
- 避免長時間乾燥,尤其是在高溫下。
- 使用配備參數控制的乾燥機,以最小化過熱風險。
實踐指南:¶
下圖顯示了不同溫度下的水分去除速率:
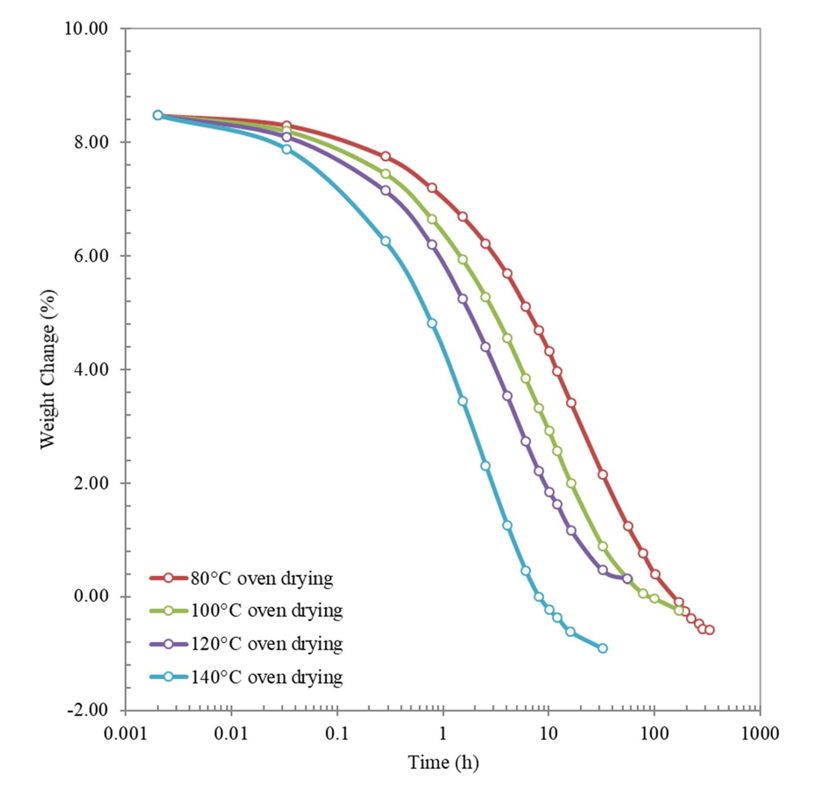
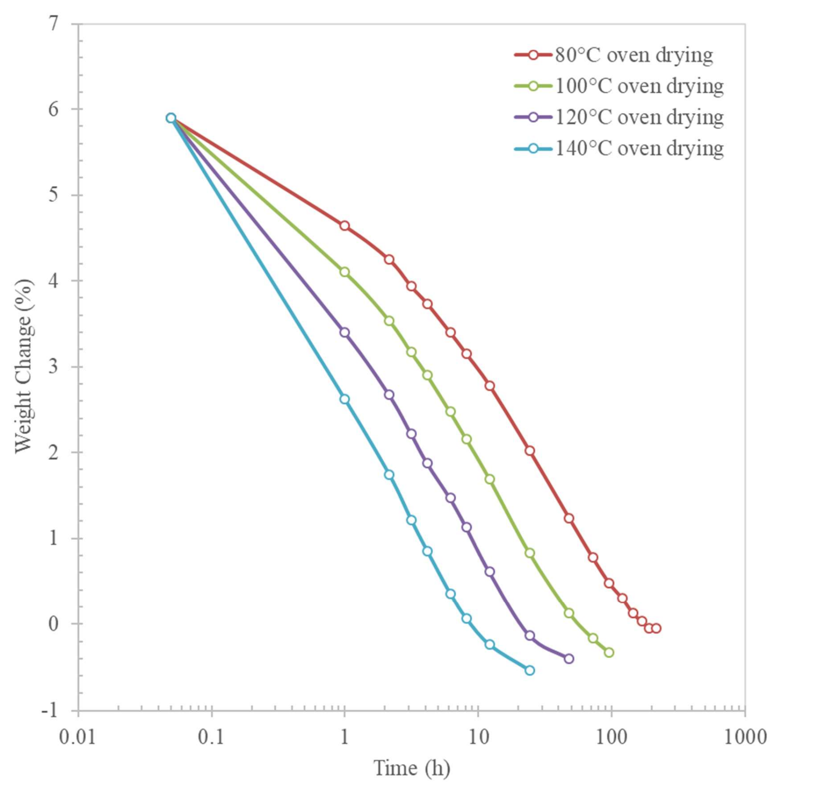
圖6. 不同溫度下乾燥速度的比較。
該圖表表明,更高的溫度會加快乾燥過程,但重要的是要監控材料的熱穩定性限制。
總結:¶
有效的乾燥可保護聚醯胺的機械性能,並防止加工時出現問題。遵循這些建議,您將能夠最小化材料損傷的風險。在下一章中,我們將討論添加劑和填充劑在提高聚醯胺抗濕性中的作用。