第3章
第3章:干燥工艺建议¶
在加工或使用前对聚酰胺进行干燥是重要步骤,可防止与高湿度相关的材料降解。选择不当的干燥参数可能导致聚酰胺结构破坏,降低其机械和视觉性能。
主要干燥参数:¶
- 温度:
- 应高于聚酰胺的玻璃转化温度,并足够高以快速除湿,但低于熔融温度。
- 对于PA6和PA66,推荐温度范围为**90-110°C**,以确保有效干燥并避免气泡和过热等缺陷。
- 80°C温度仅适用于短期预干燥或初始含湿量低的材料,因为在此温度下长期暴露可能导致**材料热老化**。
高温风险:
- 过热可能导致气泡、透明度降低和热氧化。下图显示了PA6I/6T在120°C干燥后的后果。

图4. 聚酰胺过热后表面产生的气泡。
- 时间:
- 较长的干燥时间,特别是在低温下(如80°C),可能因长期热暴露而导致**热老化和材料降解**。
- 在90-120°C温度下,最优干燥时间为**4-8小时**,能有效除湿而不损伤材料。
-
对于初始含湿量高的材料,建议以较低温度开始干燥,然后逐步升高,以最小化过热风险。
-
空气循环速度:
- 干燥器中较高的空气循环速度可加快除湿过程,确保均匀加热和蒸发。
- 如果干燥器配有吹风系统和从室内去除多余水分的功能,将大大提高干燥效率,维持稳定条件并防止潮湿空气积累。
- 此系统适用于大多数聚酰胺,有助于避免局部过热和不均匀的除湿。
干燥设备类型:¶
- 干燥剂干燥器:
- 通过吸收剂除湿空气的原理工作。
- 维持稳定的干燥条件,最小化过热风险。
-
建议在聚酰胺和其他吸湿性材料的专业加工中使用。
-
真空干燥器:
- 使用减压降低水的沸点。
- 适用于对高温敏感的材料。
-
确保均匀除湿,但需要复杂的设备。
-
传统干燥器(烘箱):
- 易于获得且操作简单,但需要持续监控温度。
-
使用风扇可改善干燥均匀性,但需避免过热。
-
塑料干燥器:
- 专为3D打印耗材的制备而设计。
- 配备温度控制和强力风扇,确保均匀吹风。
- 某些型号配有湿度控制功能,可通过通风孔去除多余水分。
- 推荐用于打印前干燥聚酰胺、PLA、PETG和其他材料,以避免成品缺陷。
塑料干燥器的要求:¶
- 精确的温度调节,范围达**90-120°C**。
- 室内空气循环均匀。
- 能够长时间工作而无过热。
- 紧凑的尺寸,便于在家庭或办公环境中放置。
工艺建议:¶
- 干燥前测量湿度水平(方法在第2章讨论)。
- 从较低温度开始工艺,逐步升高。
- 避免长期干燥,特别是在高温下。
- 使用带参数控制的干燥器,以最小化过热风险。
实践指南:¶
下图展示了不同温度下的除湿速率:
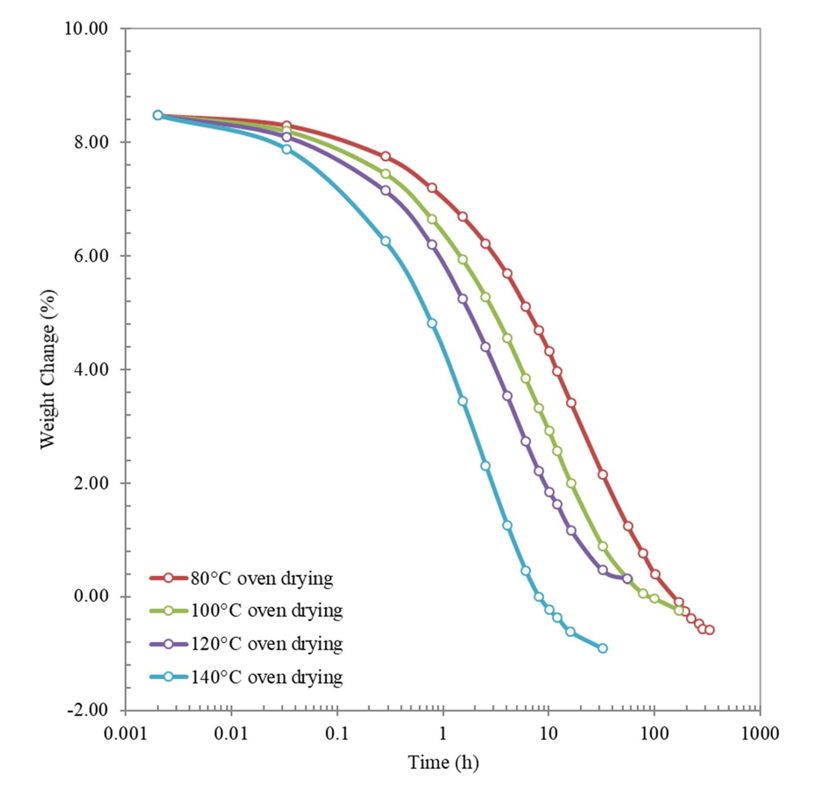
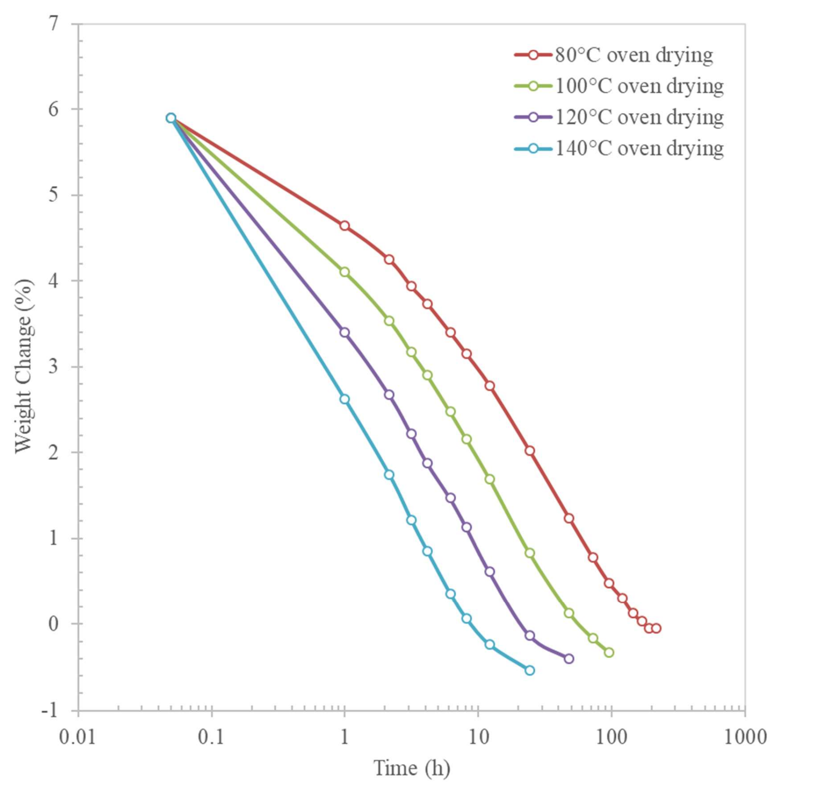
图6. 不同温度下干燥速率的比较。
图表显示更高的温度加快干燥过程,但需要监控材料热稳定性的限制。
总结:¶
有效的干燥确保保留聚酰胺的机械性能,并防止加工问题。遵循这些建议,您可以最小化材料损伤风险。在下一章,我们将讨论添加剂和填料在提高聚酰胺防湿性能中的作用。